

 English
English Español
EspañolLooking forward to your message
Our factory was established in 2006
-
 Mobile/Whats app/Wechat: +86-18761594570 ( Miss. Jenny Chen )
Mobile/Whats app/Wechat: +86-18761594570 ( Miss. Jenny Chen )
-
 E-mail: [email protected]
E-mail: [email protected]
POF Plastic Film: Versatile Packaging Material Driving Modern Industries
1. Introduction
1.1 Definition of POF (Polyolefin) Plastic Film
POF plastic film is a multi-layer, thermoplastic shrink film manufactured from polyolefin-based polymers, primarily polypropylene (PP) and polyethylene (PE). Through a sophisticated biaxial orientation process during production, the film gains unique molecular properties. When exposed to heat, this "oriented" film contracts tightly and uniformly around the contours of any product it encloses. The result is a durable, crystal-clear, and protective packaging layer that enhances product visibility while offering superior resistance to impacts, tears, and moisture. Think of it as a second skin that seamlessly conforms to a product's shape, creating a tamper-evident and visually appealing package.
1.2 Brief history and development in packaging industry
The development of POF film is a story of innovation aimed at overcoming the limitations of earlier packaging materials. While PVC (Polyvinyl Chloride) shrink film was widely used for decades, concerns over its chlorine content, potential toxicity, and environmental impact created a demand for a safer, more advanced alternative. The 1980s and 1990s saw significant advancements in polymer science and film extrusion technology, leading to the commercial viability of POF. Its superior performance characteristics—including higher clarity, greater strength, and a more pleasant, non-toxic sealing process—quickly positioned it as the premium choice for high-value applications. Over time, manufacturing improvements have made POF more cost-competitive and versatile, solidifying its place in the packaging mainstream.
1.3 Why it is gaining attention in global markets
Today, POF film is experiencing accelerated global adoption, driven by a confluence of powerful trends. The explosive growth of e-commerce demands packaging that can protect products throughout a complex supply chain, and POF's durability makes it ideal for this purpose. Simultaneously, consumer preference for sustainable products has pushed manufacturers towards materials that are recyclable and have a lower environmental footprint; POF, being chlorine-free and 100% recyclable (often categorized as LDPE/PE4), aligns perfectly with this green imperative. Furthermore, its exceptional clarity and gloss enhance shelf appeal in an increasingly visual and competitive retail environment. In essence, POF film successfully addresses the core modern challenges of protection, sustainability, and presentation, making it a material of strategic importance for businesses worldwide.
2. Properties of POF Plastic Film
2.1 Durability and flexibility
POF film is engineered for resilience. Despite its thin gauge, it exhibits exceptional tensile strength and puncture resistance, effectively protecting products from abrasion, crushing, and minor impacts during handling, shipping, and storage. Crucially, this durability is paired with remarkable flexibility. The film remains pliable even in low-temperature environments, resisting brittle cracking where other materials might fail. This combination of high strength and elasticity ensures that products are securely held and cushioned, reducing the risk of damage throughout the supply chain.
2.2 Transparency and visual appeal
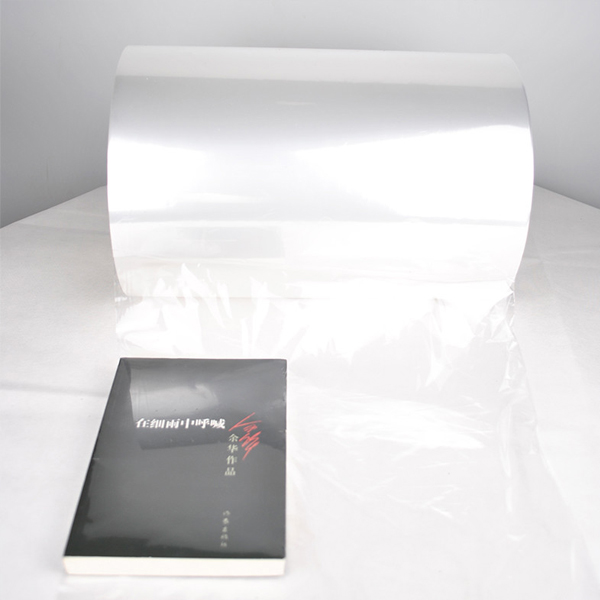
In retail, visibility is sales. POF film offers outstanding optical clarity and high-gloss finish, creating a "window" that showcases the product within without distortion. This brilliant transparency enhances the product's colors and details, significantly boosting its shelf appeal and perceived value. Unlike some films that can yellow or haze over time, high-quality POF maintains its crystal-clear appearance, ensuring the product looks its best from the factory to the end consumer.
2.3 Heat shrink capability
This is the defining characteristic of POF film. Through the biaxial orientation process, the film acquires a "memory" that causes it to shrink uniformly in both the machine and transverse directions when heated to a specific temperature (typically between 160°C - 200°C). This results in a tight, wrinkle-free, and conforming seal around products of virtually any shape—from simple rectangular boxes to irregularly shaped items like toys or baskets. The uniform shrinkage eliminates loose edges and creates a smooth, professional-looking package while providing excellent tamper evidence.
2.4 Safety and non-toxic nature
Safety is paramount, especially in food and pharmaceutical packaging. POF film is manufactured from food-grade polyolefin resins that are free of chlorine, heavy metals, and phthalates. This makes it inherently non-toxic and safe for direct contact with food items. During the heat-sealing and shrinking process, it does not emit harmful fumes, ensuring a safer working environment and eliminating the risk of contaminating the packaged product. This compliance with stringent international food safety standards (such as FDA and EU regulations) is a critical advantage over older materials like PVC.
3. Applications Across Industries
3.1 Food packaging and preservation
In the food industry, POF film plays a dual role of protection and presentation. It is extensively used for bundling fresh produce (like fruits and vegetables), baked goods, frozen foods, and meat trays. The film's excellent clarity makes the food items visually appealing, encouraging purchases, while its tight seal protects against moisture loss, freezer burn, and contamination. Furthermore, its non-toxic composition ensures food safety, making it ideal for direct contact with consumables. Whether it's securing a multi-pack of bottled beverages or wrapping a tray of cookies, POF film helps extend shelf life and maintain product integrity.
3.2 Consumer goods and retail packaging
The retail sector leverages POF film to create high-impact packaging that drives sales. It is commonly used for shrink-wrapping everything from software boxes, books, and stationery to toys, DIY tools, and cosmetics. The tight, conforming shrink creates a tamper-evident seal that enhances security and assures customers of product newness. The high-gloss, crystal-clear finish provides an unhindered view of the product, maximizing its shelf appeal. For multi-packs, POF film securely bundles individual items together, facilitating promotional sales and improving handling efficiency.
3.3 Pharmaceutical and healthcare use
Where product integrity and safety are non-negotiable, POF film delivers exceptional performance. In the pharmaceutical industry, it is used for bundling medicine bottles, unit-dose packaging, and medical device kits. The film's tamper-evident properties are critical for patient safety, providing a clear visual indicator if a package has been interfered with. Its chemical inertness ensures it does not react with sensitive medical products, and its durability protects delicate items during transit. This reliability makes POF a trusted material for packaging that must meet the highest standards of hygiene and security.
3.4 Industrial and logistics applications
Beyond retail shelves, POF film is a workhorse in industrial and logistical settings. It is used for bundling large, heavy, or irregularly shaped items such as automotive parts, building materials, and furniture components. The film's high strength and puncture resistance prevent items from shifting or becoming damaged during warehousing and transportation. By stabilizing loads and protecting products from dust, moisture, and scratches, POF film contributes to smoother logistics operations, reduced waste from damaged goods, and overall cost savings in the supply chain.
4. Advantages Over Alternative Materials
4.1 Comparison with PVC shrink film
For decades, PVC was the dominant shrink film material, but POF has emerged as the clearly preferred successor in most applications. The key differences are substantial. Safety and Emissions: POF is chlorine-free and does not emit corrosive or toxic hydrochloric acid fumes when heated, unlike PVC. This creates a safer work environment and eliminates the risk of damaging sensitive equipment or contaminating products. Clarity and Strength: POF offers superior optical clarity and a higher gloss finish, resulting in more attractive packaging. It also boasts better tensile strength and puncture resistance at a thinner gauge, meaning less material is needed to achieve the same or better level of protection. Performance: POF shrinks faster and more uniformly at lower temperatures, leading to increased packaging line efficiency and lower energy consumption. It remains flexible and crack-resistant in cold temperatures, whereas PVC can become brittle. Environmental Profile: POF is more readily recyclable within existing plastic waste streams (typically as LDPE/PE4) compared to PVC, which contains chlorine and complicates the recycling process.
4.2 Eco-friendliness and recyclability aspects
In an era focused on sustainability, POF film presents a more environmentally responsible profile. As mentioned, its chlorine-free composition is a significant advantage. Furthermore, POF is 100% recyclable and is increasingly being incorporated into the circular economy. Many POF films are also manufactured with a focus on resource efficiency, allowing for the use of thinner films (down-gauging) without sacrificing performance, which reduces plastic consumption per package. While not biodegradable, its recyclability and efficient production process contribute to a lower overall environmental footprint compared to many alternatives.
4.3 Cost efficiency and availability
Beyond its technical advantages, POF film offers compelling economic benefits. Although the raw material cost per kilogram may sometimes be higher than PVC, its superior performance often results in a lower total cost-in-use. This is achieved through. Material Efficiency: The ability to use thinner films means more packages can be produced from a single kilogram of POF. Operational Efficiency: Faster shrinking speeds and lower sealing temperatures can increase throughput on packaging lines, saving time and energy costs. Reduced Waste: Excellent durability leads to fewer film breaks during packaging and less product damage during transit, reducing overall waste and associated costs. Moreover, as global demand has surged, the production capacity and availability of POF film have expanded significantly, ensuring a stable and competitive supply chain for businesses worldwide.
5. Market Trends and Demand
5.1 Growth in e-commerce and retail driving demand
The relentless expansion of e-commerce is a primary engine for POF film demand. Every product ordered online requires secure, durable, and presentable packaging to survive the complexities of the logistics chain—from warehouse picking to last-mile delivery, often involving multiple handling points. POF film's exceptional puncture resistance and clarity make it ideal for protecting goods while maintaining a high-quality unboxing experience for the customer. Furthermore, in the fast-moving consumer goods (FMCG) sector, the need for efficient and eye-catching multi-packs and promotional bundles in retail environments continues to fuel adoption, as brands compete for consumer attention.
5.2 Innovations in film production technology
Innovation in manufacturing processes is continuously enhancing the performance and sustainability of POF films. Key advancements include. Down-gauging: Development of thinner yet stronger films reduces material usage per package, lowering costs and environmental impact without compromising protection. Enhanced Formulations: Introduction of films with improved seal integrity, higher shrink force for challenging applications, and advanced optical properties for superior clarity and gloss. Sustainable Innovations: Increased focus on creating POF films with recycled content and developing easier-to-recycle mono-material structures, directly addressing end-of-life concerns and aligning with circular economy goals.
5.3 Regional market highlights (Asia-Pacific, Europe, North America)
The demand for POF film is global but exhibits distinct regional characteristics. Asia-Pacific: This region dominates the global market and is expected to witness the fastest growth. The rapid industrialization, booming e-commerce sectors in China and India, expansion of food processing and beverage industries, and the presence of major manufacturing hubs are key drivers. North America: The market is mature and characterized by high demand from the food and beverage industry and a robust e-commerce ecosystem. A strong focus on sustainable packaging solutions and stringent food safety regulations are pushing the adoption of high-performance, eco-friendlier POF films over alternatives like PVC. Europe: Similar to North America, Europe has a well-established market with a strong emphasis on environmental sustainability. Strict regulations around packaging waste and recyclability (such as the EU's Packaging and Packaging Waste Regulation) are driving innovation and preference for recyclable materials like POF, making it a preferred choice for many brand owners committed to green initiatives.
6. Challenges and Considerations
6.1 Environmental impact and recycling limitations
While POF is recyclable (typically as LDPE/PE4) and boasts a better environmental profile than PVC, it still faces the overarching challenge of being a single-use plastic film. The primary limitation lies in the practicalities of recycling infrastructure. In many regions, curbside recycling programs may not explicitly accept soft plastic films, leading to a significant portion of POF packaging ending up in landfills. Even when collected, thin films can cause issues in sorting facilities if not properly bundled. This gap between theoretical recyclability and effective real-world recycling rates poses a significant challenge to its credentials as a sustainable solution and exposes it to scrutiny from environmentally conscious consumers and regulators.
6.2 Competition from biodegradable materials
The rising global movement against plastic waste has accelerated the development and adoption of alternative materials, such as polylactic acid (PLA) and other biodegradable or compostable films. These materials appeal to brands seeking to enhance their environmental image by offering a packaging solution that appears to have a "cleaner" end-of-life scenario. POF film, being a conventional plastic, faces competitive pressure from these alternatives. However, it is important to note that these competing materials often come with their own set of challenges, including higher costs, specific composting infrastructure requirements (which are often lacking), and potential performance trade-offs in strength, clarity, and moisture barrier properties.
6.3 Price fluctuations in raw materials
The production of POF film is tied to the petrochemical industry, as its primary feedstocks are derived from oil and natural gas. Consequently, the cost of POF is susceptible to the volatility of global crude oil and natural gas prices. Geopolitical events, supply chain disruptions, and changes in energy policy can lead to significant and unpredictable fluctuations in the price of raw materials. This price instability can challenge manufacturers' profit margins and create budgeting uncertainties for end-users, making long-term cost planning more difficult compared to some alternatives with more stable pricing structures.
7. Future Outlook
7.1 Advancements in sustainable POF production
The industry's primary focus for the future will be on enhancing the sustainability profile of POF film. This will be driven by several key advancements. Incorporation of Recycled Content: Increasing the use of post-consumer recycled (PCR) materials in POF production is a critical goal. Technological breakthroughs in purification and processing will enable the creation of high-quality POF films with significant PCR content without compromising clarity or performance. Bio-based Feedstocks: Research into developing POF from bio-based polyolefins derived from renewable sources (like sugarcane or waste biomass) will gain traction, reducing reliance on fossil fuels and lowering the carbon footprint of the film. Design for Recycling: The development of enhanced mono-material structures—where all layers of the multi-layer film are compatible for recycling—will simplify the recycling process and improve the quality of recycled material, strengthening POF's role in a circular economy.
7.2 Potential role in circular economy
POF film is well-positioned to transition from a linear "take-make-dispose" model to a circular one. Its inherent recyclability is the foundation. The future will see stronger emphasis on creating closed-loop systems where used POF packaging is collected, recycled, and directly fed back into the production of new film. This will be supported by. Improved Collection Infrastructure: Collaboration between manufacturers, brands, and waste management entities to establish and promote dedicated collection streams for flexible plastic films. Advanced Recycling Technologies: Chemical recycling can break down POF into its molecular building blocks, allowing it to be remade into virgin-quality material, effectively eliminating downcycling and creating a truly circular path.
7.3 Long-term prospects for packaging innovation
Looking ahead, POF film will continue to be a platform for innovation that meets the changing needs of industries and consumers. We can anticipate. Smart and Active Packaging: Integration of functionalities beyond mere protection. This could include POF films with embedded indicators for temperature, freshness, or tampering. Active versions could release antimicrobial agents to further extend food shelf life. Lightweighting and Performance Enhancement: The trend of down-gauging will continue alongside developments that make films even stronger and more durable, pushing the boundaries of material efficiency. Customization and Brand Enhancement: Advances in printing technology will allow for even higher-quality, vibrant graphics directly on the film, turning the packaging into a more powerful and customizable marketing tool. In the long term, POF plastic film is unlikely to be replaced outright. Instead, it will continue to adapt and improve, solidifying its status as a versatile, reliable, and increasingly sustainable workhorse of modern packaging.
8. Conclusion
8.1 Summary of key points
In summary, Polyolefin (POF) shrink film has firmly established itself as a critical material in the modern packaging landscape. Our exploration has highlighted its exceptional properties—including superior durability, brilliant clarity, consistent shrink performance, and inherent safety—which make it a versatile solution for a vast range of applications. From securing food and consumer goods to protecting pharmaceuticals and industrial products, POF film delivers reliable performance across global supply chains. While it faces legitimate challenges related to end-of-life recycling and competition from newer materials, its advantages over alternatives like PVC, particularly in terms of eco-friendliness and total cost-in-use, are clear and compelling.
8.2 Why POF Plastic Film remains a reliable packaging solution
POF film remains a reliable and forward-looking choice because it effectively addresses the core triumvirate of modern packaging requirements: protection, presentation, and sustainability. It is not a static solution; the industry is actively evolving through innovations in recycled content, production efficiency, and performance enhancement. Its compatibility with the principles of a circular economy, through recyclability and ongoing advancements in sustainable production, ensures its continued relevance. In a world where the demands of e-commerce, consumer safety, and environmental responsibility are only intensifying, POF film provides a balanced and technologically advanced answer.
8.3 Closing remarks on its role in sustainable packaging
As we look to the future of packaging, the goal is not merely to replace plastic, but to develop smarter, more efficient, and circular systems. Within this framework, POF plastic film is poised to play a vital and enduring role. It represents a pragmatic and effective step forward—a material that reduces waste by protecting products, minimizes material use through strength and thin gauges, and offers a viable path for recycling. While the journey towards perfect sustainability continues, POF film stands as a testament to how innovation in traditional materials can yield significant environmental and economic benefits, driving industries toward a more efficient and responsible future.

Recommended Products






Contact Us
Want To Know More?
- E-mail: [email protected]
- Phone: +86-18761594570 ( Miss. Jenny Chen )
- WhatsApp: +86-18761594570
- Address : No. 58-2, Panlongshan Road, Shanguan Town, Jiangyin City, Jiangsu Province, China
Product Categories
Follow Us
Copyright © 2025 by Jiangyin Guanghong Packing Materials Co., Ltd. Rights Reserved.
 POF Shrink Film Manufacturers
POF Shrink Film Manufacturers