

 English
English Español
EspañolLooking forward to your message
Our factory was established in 2006
-
 Mobile/Whats app/Wechat: +86-18761594570 ( Miss. Jenny Chen )
Mobile/Whats app/Wechat: +86-18761594570 ( Miss. Jenny Chen )
-
 E-mail: [email protected]
E-mail: [email protected]
POF Heat Shrink Film: Properties, Applications & Processing
Content
What Is POF Heat Shrink Film and Why Has It Become the Industry Standard?
POF heat shrink film — polyolefin heat shrink film — is a multi-layer co-extruded packaging film produced from polyethylene (PE) and polypropylene (PP) resins that shrinks tightly and uniformly around a product when exposed to heat, creating a conforming, transparent protective wrap. It has become the dominant heat shrink film material across food, consumer goods, pharmaceutical, and industrial packaging, displacing the PVC shrink film that was previously the market standard due to its superior clarity, food safety profile, environmental credentials, and processing performance.
The shift from PVC to POF is one of the most significant material substitutions in packaging history. PVC shrink film releases hydrochloric acid gas when heated — a corrosive byproduct that damages heat tunnel equipment over time and poses ventilation requirements in packaging environments. POF produces no toxic combustion byproducts, is approved for direct food contact under FDA 21 CFR and EU Regulation 10/2011, and generates significantly lower carbon emissions per kilogram of film produced. Global POF heat shrink film consumption now exceeds 600,000 tonnes annually, with Asia-Pacific accounting for the largest and fastest-growing share of demand.
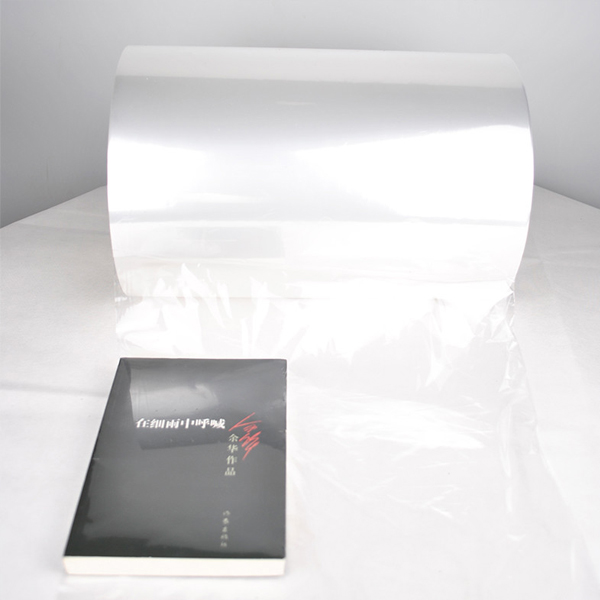
The material's optical clarity — typically achieving haze values below 2% and gloss levels above 90 GU — makes it the film of choice for retail packaging applications where product visibility through the wrap is a commercial requirement. Its balanced biaxial shrinkage (approximately equal shrink rates in both machine and transverse directions) enables it to conform cleanly to irregular product shapes without the distortion, wrinkling, or "dog ears" at corners that challenge less balanced films.
Manufacturing Process and Film Structure
POF heat shrink film is produced by a blown film co-extrusion process in which multiple polymer layers are simultaneously extruded through an annular die, inflated into a bubble, and rapidly quenched to lock in a biaxially oriented amorphous structure. This orientation process — stretching the film in both machine direction (MD) and transverse direction (TD) during bubble inflation — is what creates the shrink memory that causes the film to return toward its original unstretched dimensions when reheated.
Layer Architecture
Commercial POF shrink films typically use a three-layer or five-layer co-extruded structure. The outer skin layers (generally linear low-density polyethylene or metallocene PE) provide sealability, optical clarity, and surface slip properties. The core layer (typically polypropylene or a PP/PE blend) provides stiffness, shrink force generation, and temperature resistance. In five-layer structures, additional tie layers bond dissimilar polymer systems together, enabling the use of higher-performance core resins that would not adhere directly to the skin layers.
Metallocene-catalyzed polyolefin resins — used in premium POF films — produce narrower molecular weight distributions than conventional Ziegler-Natta catalyzed resins, resulting in films with more consistent shrink behavior, lower seal initiation temperature, and improved clarity. These performance advantages command a price premium of 10–20% over standard POF films and are preferred in high-speed automated packaging lines where process consistency and film waste reduction justify the additional material cost.
Crosslinking Technology
Crosslinked POF films undergo irradiation (typically electron beam or gamma irradiation) after extrusion to form covalent bonds between polymer chains, creating a three-dimensional network structure. Crosslinking significantly improves shrink film performance in demanding applications: crosslinked films exhibit higher shrink force at equivalent shrink temperature, better hot strength (resistance to tearing during the shrink process), and improved puncture resistance compared to non-crosslinked equivalents of the same thickness. They are the standard specification for heavy or irregular products — multi-packs of bottles, hardware products, and perishable food bundles — where non-crosslinked films would tear during shrinking.

Key Performance Properties and How to Evaluate Them
POF heat shrink film performance is characterized by a specific set of measurable properties. Understanding what each property means and how it affects packaging outcomes enables buyers to specify the correct film for their application and evaluate competing products on a meaningful technical basis.
Shrink Ratio and Shrink Balance
Shrink ratio refers to the percentage reduction in film dimensions when heated to a standard test temperature (typically 120°C or 150°C per ASTM D2732). Commercial POF films typically achieve total free shrink values of 40–80% in MD and TD combined. Shrink balance — the ratio of MD to TD shrinkage — is equally important: a balanced film (approximately 1:1 MD:TD ratio) conforms evenly to three-dimensional products, while an unbalanced film will pucker, tunnel, or produce corner distortion. Premium POF films maintain shrink balance within a 10:9 to 9:10 MD:TD ratio across the full width of the roll.
Seal Strength and Seal Window
POF films are sealed on L-bar or side-seal packaging machines using heated sealing wires or bars. Seal strength — measured in N/25mm per ASTM F88 — must be sufficient to contain the product through the shrink tunnel without seal failure, typically requiring a minimum of 4–8 N/25mm depending on product weight. The seal window — the temperature range over which the film seals reliably without burning through or failing to bond — determines the process latitude available to packaging machine operators. Wider seal windows (typically 20–30°C range for premium POF versus 10–15°C for standard grades) significantly reduce packaging line downtime and film waste caused by seal failures during ambient temperature fluctuations.
Optical Properties
Haze (measured per ASTM D1003) and gloss (measured per ASTM D2457) quantify optical clarity. Standard commercial POF films achieve haze below 3% and 60° gloss above 85 GU; premium optical-grade films achieve haze below 1.5% and gloss above 95 GU. For retail packaging applications where shelf presence is a commercial priority, optical performance is a primary selection criterion alongside shrink properties.
Puncture and Tear Resistance
Puncture resistance (ASTM D5748) and Elmendorf tear resistance (ASTM D1922) determine the film's ability to survive contact with sharp product edges during and after shrinking. For products with protruding corners, labels, or irregular surface features, these properties set the minimum acceptable film specification. Crosslinked POF films typically achieve 30–50% higher puncture resistance than non-crosslinked equivalents of the same thickness, often enabling downgauging (using thinner film) while maintaining equivalent protective performance.
| Property | Standard POF | Crosslinked POF | Test Method |
|---|---|---|---|
| Total Free Shrink (120°C) | 40–60% | 50–80% | ASTM D2732 |
| Haze | <3% | <2% | ASTM D1003 |
| Seal Strength | 4–6 N/25mm | 6–10 N/25mm | ASTM F88 |
| Puncture Resistance | Standard | +30–50% vs standard | ASTM D5748 |
| Typical Thickness Range | 12–25 micron | 15–30 micron | ASTM D6988 |
| Food Contact Compliance | FDA / EU 10/2011 | FDA / EU 10/2011 | — |
Applications Across Industry Sectors
POF heat shrink film serves an exceptionally broad application base, which is one of the primary reasons it has become the default packaging film across so many industries. Its combination of food safety, optical clarity, and processing versatility makes it suitable across product categories that few other flexible packaging materials can serve simultaneously.
Food and Beverage
Food packaging is the largest end-use segment for POF shrink film globally. Fresh produce trays, meat and poultry portions, baked goods, confectionery multipacks, and bottled water bundle packaging all rely on POF film. The direct food contact approval under both FDA and EU regulations, combined with the film's ability to maintain a modified atmosphere around perishable products when used with sealed base trays, makes it indispensable in supermarket fresh food departments. Perforated POF variants — with micro-perforations to allow gas exchange — are standard for fresh produce applications where ethylene off-gassing must be managed.
Consumer Goods and Retail
Toys, cosmetics, software, media, and gift sets rely on POF shrink wrap to provide tamper evidence, bundle multiple units, and enhance shelf presentation. The film's optical clarity allows full product visibility without opening the package — a critical retail requirement — while its tight conforming shrink creates the professional, premium appearance that brand owners require. POF is also the standard film for shrink-sleeve label applications on bottles and containers, where a full-body decorative sleeve is shrunk to conform to complex bottle geometry.
Pharmaceutical and Healthcare
Pharmaceutical packaging uses POF shrink film for tamper-evident overwrapping of blister packs, cartons, and multi-unit bundles. Regulatory requirements for pharmaceutical packaging are among the most stringent of any sector — films must meet extractables and leachables testing requirements, demonstrate batch-to-batch consistency of physical and chemical properties, and be supplied with full material traceability documentation. Pharmaceutical-grade POF films are typically supplied with Certificate of Analysis (CoA) data for each production lot, covering optical, mechanical, and chemical properties against a validated specification.
Industrial and Hardware
Industrial POF applications include bundle packaging of pipes, tubes, and profiles; wrapping of tools and hardware; and protective overwrapping of components for transit. These applications typically require heavier gauge films (25–40 micron) with high puncture resistance and strong seal integrity rather than the optical performance that drives consumer goods specifications. Crosslinked POF is the standard specification for irregular or heavy industrial products where standard film would tear during shrinking.
Processing Equipment and Optimization
POF heat shrink film performs optimally when processed on equipment configured for its specific thermal and mechanical properties. The primary processing equipment consists of a wrapping machine and a shrink tunnel — and the interaction between film specification and equipment settings determines final package quality.
L-bar sealers (which simultaneously seal and cut the film around the product in a single stroke) are the standard for low-to-medium volume applications; side-seal continuous motion machines serve high-speed lines processing 30–120 packages per minute. POF's lower seal initiation temperature compared to PVC (typically 110–130°C versus 140–160°C for PVC) allows faster sealing cycle times and reduces energy consumption per package on compatible equipment.
Shrink tunnel configuration — temperature profile, belt speed, and airflow pattern — must be matched to the film's shrink curve. POF films generally require tunnel temperatures of 130–180°C depending on film thickness and product thermal mass. Forced-air recirculating tunnels provide the most uniform heat distribution for POF processing, avoiding the localized overheating that can cause burn-holes in thin films when infrared-only tunnels are used without sufficient airflow management.
Key processing optimization parameters include dwell time in the tunnel (controlled by belt speed), temperature zoning (typically three to five independently controlled zones from entry to exit), and sealing wire or bar temperature calibration. Modern packaging lines incorporate closed-loop temperature control systems that maintain tunnel conditions within ±2°C of setpoint, significantly improving package consistency compared to older open-loop systems where actual tunnel temperature could vary by ±10°C or more during production.
Sustainability Profile and Regulatory Outlook
POF heat shrink film occupies a relatively favorable position in the sustainability landscape of flexible packaging, though it faces the same end-of-life challenges as all polyolefin flexible films in markets where flexible film collection and recycling infrastructure remains limited.
From a production carbon footprint perspective, POF compares favorably to PVC (no chlorine chemistry, lower process energy) and to heavier alternative packaging materials (rigid plastic trays, corrugated cartons) on a functional unit basis — the mass of material required to achieve equivalent product protection. Life cycle assessments typically show POF shrink wrapping to be among the lowest carbon-intensity packaging options for products where full wrapping coverage is required.
Recyclability remains the key sustainability challenge. POF films are theoretically recyclable within the polyolefin flexible film stream, but in practice require collection through dedicated take-back or store drop-off programs rather than kerbside recycling, as most municipal sorting systems cannot separate thin flexible films from other recyclables. Several leading POF film producers have introduced mono-material all-PE formulations that are compatible with the widely established PE film recycling stream — a significant development for brands seeking to align with the Ellen MacArthur Foundation's Global Commitment to eliminate problematic packaging by 2025 targets.
The EU Packaging and Packaging Waste Regulation (PPWR), expected to mandate minimum recycled content and recyclability requirements for all packaging sold in the EU market by 2030, will create additional pressure on POF film producers to demonstrate recyclability compliance — an area where the industry is investing significantly in design-for-recycling reformulations and third-party recyclability certification programs.
Recommended Products






Contact Us
Want To Know More?
- E-mail: [email protected]
- Phone: +86-18761594570 ( Miss. Jenny Chen )
- WhatsApp: +86-18761594570
- Address : No. 58-2, Panlongshan Road, Shanguan Town, Jiangyin City, Jiangsu Province, China
Product Categories
Follow Us
Copyright © 2025 by Jiangyin Guanghong Packing Materials Co., Ltd. Rights Reserved.
 POF Shrink Film Manufacturers
POF Shrink Film Manufacturers